

1. ଗେଟ୍ ଭଲଭ୍ ରକ୍ଷଣାବେକ୍ଷଣ |
1.1 ମୁଖ୍ୟ ବ technical ଷୟିକ ପାରାମିଟରଗୁଡିକ:
DN: NPS1 ”~ NPS28”
PN: CL150 ~ CL2500 |
ମୁଖ୍ୟ ଅଂଶଗୁଡ଼ିକର ସାମଗ୍ରୀ: ASTM A216 WCB |
ଷ୍ଟେମ୍ - ASTM A276 410;ଆସନ - ASTM A276 410;
ମୁହଁ ସିଲ୍ କରିବା - VTION |
1.2 ପ୍ରଯୁଜ୍ୟ କୋଡ୍ ଏବଂ ମାନକ: API 6A 、 API 6D |
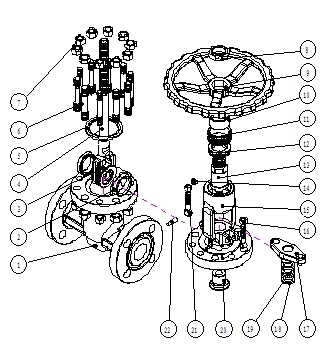
1.3 ଭଲଭ୍ ର ଗଠନ (ଚିତ୍ର 1 ଦେଖନ୍ତୁ) |
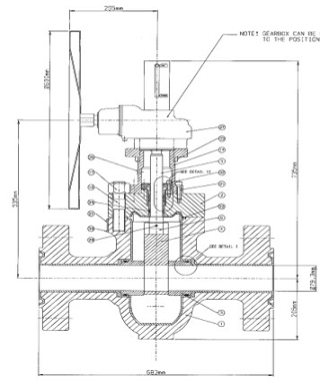
ଚିତ୍ର 1 ଗେଟ୍ ଭଲଭ୍ |
2. ଯାଞ୍ଚ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ |
2.1 the ବାହ୍ୟ ପୃଷ୍ଠର ଯାଞ୍ଚ:
ଭଲଭ୍ର ବାହ୍ୟ ପୃଷ୍ଠକୁ ଯାଞ୍ଚ କରନ୍ତୁ, କ damage ଣସି କ୍ଷତି ହୋଇଛି କି ନାହିଁ ଯାଞ୍ଚ କରନ୍ତୁ, ଏବଂ ତା’ପରେ ନମ୍ବର ହୋଇଛି;ଏକ ରେକର୍ଡ ପ୍ରସ୍ତୁତ କରନ୍ତୁ |
2.2 ଶେଲ୍ ଏବଂ ସିଲ୍ ଯାଞ୍ଚ କରନ୍ତୁ:
କ le ଣସି ଲିକ୍ ପରିସ୍ଥିତି ଅଛି କି ନାହିଁ ଯାଞ୍ଚ କରନ୍ତୁ ଏବଂ ଏକ ଯାଞ୍ଚ ରେକର୍ଡ କରନ୍ତୁ |
3. ଭଲଭ୍ ବିଛିନ୍ନ କରନ୍ତୁ |
ସଂଯୋଗକାରୀ ବୋଲ୍ଟଗୁଡ଼ିକୁ ବିଛିନ୍ନ କରିବା ଏବଂ ଖୋଲିବା ପୂର୍ବରୁ ଭଲଭ୍ ବନ୍ଦ ହେବା ଜରୁରୀ |ଲୋସର ବୋଲ୍ଟ ପାଇଁ ଉପଯୁକ୍ତ ଅଣ-ନିୟନ୍ତ୍ରିତ ସ୍ପାନର୍ ବାଛିବା ପାଇଁ , ବାଦାମ ନିୟନ୍ତ୍ରିତ ସ୍ପାନର୍ ଦ୍ୱାରା ସହଜରେ ନଷ୍ଟ ହୋଇଯିବ |
କଳଙ୍କିତ ବୋଲ୍ଟ ଏବଂ ବାଦାମକୁ କିରୋସିନି କିମ୍ବା ତରଳ କଳଙ୍କ ଅପସାରଣରେ ଭିଜାଇବା ଜରୁରୀ;ସ୍କ୍ରୁ ଥ୍ରେଡ୍ ଦିଗ ଯାଞ୍ଚ କରନ୍ତୁ ଏବଂ ତାପରେ ଧୀରେ ଧୀରେ ମୋଡ଼ନ୍ତୁ |ବିଚ୍ଛିନ୍ନ ଅଂଶଗୁଡିକ ନିଶ୍ଚିତ ଭାବରେ ସଂଖ୍ୟାଭୁକ୍ତ, ଚିହ୍ନିତ ଏବଂ କ୍ରମରେ ରଖାଯିବା ଆବଶ୍ୟକ |ସ୍କ୍ରାଚ୍ ଏଡାଇବା ପାଇଁ ଷ୍ଟେମ୍ ଏବଂ ଗେଟ୍ ଡିସ୍କକୁ ବ୍ରାକେଟ୍ ଉପରେ ରଖିବା ଜରୁରୀ |
3.1 ସଫା କରିବା
ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଅତିରିକ୍ତ ଅଂଶଗୁଡିକ କିରୋସିନି, ପେଟ୍ରୋଲ କିମ୍ବା ସଫେଇ ଏଜେଣ୍ଟ ସହିତ ବ୍ରଶ ଦ୍ୱାରା ଧୀରେ ଧୀରେ ସଫା କରାଯାଏ |
ସଫା କରିବା ପରେ ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଅତିରିକ୍ତ ଅଂଶଗୁଡିକ କ gre ଣସି ଗ୍ରୀସ୍ ଏବଂ କଳଙ୍କ ନୁହେଁ |
2.2 ଅତିରିକ୍ତ ଅଂଶଗୁଡିକର ଯାଞ୍ଚ |
ସମସ୍ତ ଅତିରିକ୍ତ ଅଂଶ ଯାଞ୍ଚ କରନ୍ତୁ ଏବଂ ଏକ ରେକର୍ଡ ପ୍ରସ୍ତୁତ କରନ୍ତୁ |
ଯାଞ୍ଚ ଫଳାଫଳ ଅନୁଯାୟୀ ଏକ ଉପଯୁକ୍ତ ରକ୍ଷଣାବେକ୍ଷଣ ଯୋଜନା ପ୍ରସ୍ତୁତ କରନ୍ତୁ |
4. ଅତିରିକ୍ତ ଅଂଶଗୁଡ଼ିକର ମରାମତି |
ଯାଞ୍ଚ ଫଳାଫଳ ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ ଯୋଜନା ଅନୁଯାୟୀ ଅତିରିକ୍ତ ଅଂଶଗୁଡିକ ମରାମତି କରନ୍ତୁ;ଆବଶ୍ୟକ ହେଲେ ଅତିରିକ୍ତ ଅଂଶଗୁଡ଼ିକୁ ସମାନ ସାମଗ୍ରୀ ସହିତ ବଦଳାନ୍ତୁ |
4.1 ଗେଟ୍ ମରାମତି:
T ଟି-ସ୍ଲଟ୍ ର ମରାମତି T ୱେଲଡିଂ ଟି-ସ୍ଲଟ୍ ଭଙ୍ଗା ମରାମତି, ସଠିକ୍ ଟି-ସ୍ଲଟ୍ ବିକୃତି, ଉଭୟ ପାର୍ଶ୍ୱକୁ ଦୃ for ଼ୀକରଣ ଦଣ୍ଡ ସହିତ ୱେଲ୍ଡରେ ବ୍ୟବହାର କରାଯାଇପାରିବ |ଟି-ସ୍ଲଟ୍ ତଳ ମରାମତି ପାଇଁ ସର୍ଫେସିଂ ୱେଲଡିଂ ବ୍ୟବହାର କରାଯାଇପାରିବ |ଚାପକୁ ଦୂର କରିବା ପାଇଁ ୱେଲଡିଂ ପରେ ଉତ୍ତାପ ଚିକିତ୍ସା ବ୍ୟବହାର କରି ଏବଂ ଯାଞ୍ଚ ପାଇଁ PT ଅନୁପ୍ରବେଶ ବ୍ୟବହାର କରନ୍ତୁ |
ଡ୍ରପ୍ ର ମରାମତି :
ଡ୍ରପ୍ ହୋଇଥିବା ଅର୍ଥ ଗେଟ୍ ସିଲ୍ ଚେହେରା ଏବଂ ସିଟ୍ ସିଲ୍ ଚେହେରା ମଧ୍ୟରେ ଫାଙ୍କ ବା ଗମ୍ଭୀର ସ୍ଥାନାନ୍ତର |ଯଦି ସମାନ୍ତରାଳ ଗେଟ୍ ଭଲଭ୍ ଖସିଯାଏ, ଉପର ଏବଂ ତଳ ୱେଜ୍ ୱେଲ୍ଡ କରିପାରିବ, ତେବେ, ଗ୍ରାଇଣ୍ଡିଂ ପ୍ରକ୍ରିୟା |
4.2 ସିଲ୍ ମୁହଁର ମରାମତି |
ଭଲଭ୍ ଆଭ୍ୟନ୍ତରୀଣ ଲିକେଜ୍ର ମୁଖ୍ୟ କାରଣ ହେଉଛି ମୁହଁର କ୍ଷତି ସିଲ୍ କରିବା |ଯଦି କ୍ଷତି ଗୁରୁତର, ସିଲ୍ ଚେହେରାକୁ ୱେଲ୍ଡ, ମେସିନିଂ ଏବଂ ଗ୍ରାଇଣ୍ଡ୍ କରିବା ଆବଶ୍ୟକ |ଯଦି ଗମ୍ଭୀର ନୁହେଁ, କେବଳ ଗ୍ରାଇଣ୍ଡିଂ |ଗ୍ରାଇଣ୍ଡିଂ ହେଉଛି ମୁଖ୍ୟ ପଦ୍ଧତି |
a।ଗ୍ରାଇଣ୍ଡିଂର ମ basic ଳିକ ନୀତି :
ୱାର୍କସିପ୍ ସହିତ ଗ୍ରାଇଣ୍ଡିଂ ଟୁଲର ପୃଷ୍ଠରେ ଯୋଗ ଦିଅନ୍ତୁ |ପୃଷ୍ଠଗୁଡ଼ିକ ମଧ୍ୟରେ ବ୍ୟବଧାନରେ ଘୃଣ୍ୟ ଇଞ୍ଜେକ୍ସନ ଦିଅନ୍ତୁ, ଏବଂ ତାପରେ ଗ୍ରାଇଣ୍ଡିଂ ଟୁଲ୍କୁ ଗ୍ରାଇଣ୍ଡ୍ କରିବାକୁ ଘୁଞ୍ଚାନ୍ତୁ |
ଖ।ଗେଟ୍ ସିଲ୍ ମୁହଁର ଗ୍ରାଇଣ୍ଡ୍ :
ଗ୍ରାଇଣ୍ଡିଂ ମୋଡ୍: ମାନୁଆଲ୍ ମୋଡ୍ ଅପରେସନ୍ |
ପ୍ଲେଟରେ ସମାନ ଭାବରେ ଘଷନ୍ତୁ, ୱାର୍କସିପ୍କୁ ପ୍ଲେଟରେ ରଖନ୍ତୁ, ଏବଂ ତା’ପରେ ସିଧା କିମ୍ବା “8” ଧାଡିରେ ଗ୍ରାଇଣ୍ଡ୍ କରିବା ସମୟରେ ଘୂର୍ଣ୍ଣନ କରନ୍ତୁ |
4.3 ଷ୍ଟେମର ମରାମତି |
a।ଯଦି ଷ୍ଟେମ୍ ସିଲ୍ ଚେହେରା କିମ୍ବା କଠିନ ପୃଷ୍ଠରେ କ any ଣସି ସ୍କ୍ରାଚ୍ ଡିଜାଇନ୍ ମାନାଙ୍କ ସହିତ ମେଳ ହୋଇପାରିବ ନାହିଁ, ସିଲ୍ ଚେହେରା ମରାମତି ହେବ |ମରାମତି ପ୍ରଣାଳୀ: ଫ୍ଲାଟ ଗ୍ରାଇଣ୍ଡିଂ, ସର୍କୁଲାର୍ ଗ୍ରାଇଣ୍ଡିଂ uze ଗଜ୍ ଗ୍ରାଇଣ୍ଡିଂ 、 ମେସିନ୍ ଗ୍ରାଇଣ୍ଡିଂ ଏବଂ କୋନ୍ ଗ୍ରାଇଣ୍ଡିଂ ;
ଖ।ଯଦି ଭଲଭ୍ ଷ୍ଟେମ୍ ବଙ୍କା> 3% , ପ୍ରକ୍ରିୟା କେନ୍ଦ୍ର କମ୍ ଗ୍ରାଇଣ୍ଡିଂ ମେସିନ୍ ଦ୍ୱାରା ସିଧା ସଳଖ ଚିକିତ୍ସା ନିଶ୍ଚିତ କରେ ଯେ ଭୂପୃଷ୍ଠ ସମାପ୍ତ ଏବଂ କ୍ରାକ ଚିହ୍ନଟ ପ୍ରକ୍ରିୟା |ସିଧା କରିବା ପ୍ରଣାଳୀ: ଷ୍ଟାଟିକ୍ ଚାପ ସିଧା କରିବା 、 ଥଣ୍ଡା ସିଧା କରିବା ଏବଂ ଉତ୍ତାପ ସିଧା କରିବା |
ଗ।ଷ୍ଟେମ୍ ହେଡ୍ ମରାମତି |
ଷ୍ଟେମ୍ ହେଡ୍ ଅର୍ଥାତ୍ ଷ୍ଟେମ୍ ର ଅଂଶଗୁଡିକ (ଷ୍ଟେମ୍ ସ୍କାର୍, ଷ୍ଟେମ୍ ଟପ୍, ଟପ୍ ୱେଜ୍, ସଂଯୋଗ କରୁଥିବା ଟ୍ରଫ୍ ଇତ୍ୟାଦି) ଖୋଲା ଏବଂ ବନ୍ଦ ଅଂଶ ସହିତ ସଂଯୁକ୍ତ |ମରାମତି ପ୍ରଣାଳୀ: କାଟିବା, ୱେଲଡିଂ, ରିଙ୍ଗ ସନ୍ନିବେଶ, ପ୍ଲଗ୍ ସନ୍ନିବେଶ ଇତ୍ୟାଦି |
d।ଯଦି ଯାଞ୍ଚ ଆବଶ୍ୟକତା ପୂରଣ କରିପାରିବ ନାହିଁ, ତେବେ ସମାନ ପଦାର୍ଥ ସହିତ ପୁନ produce ଉତ୍ପାଦନ କରିବାକୁ ପଡିବ |
4.4 ଯଦି ଶରୀରର ଉଭୟ ପାର୍ଶ୍ୱରେ ଫ୍ଲେଞ୍ଜ୍ ପୃଷ୍ଠ ସହିତ କ damage ଣସି କ୍ଷତି standard ମାନକ ଆବଶ୍ୟକତା ସହିତ ମେସିନିଂ ପ୍ରକ୍ରିୟା କରିବା ଆବଶ୍ୟକ |
4.5 ଶରୀରର RJ ସଂଯୋଗର ଉଭୟ ପାର୍ଶ୍ୱ, ଯଦି ମରାମତି ପରେ ମାନକ ଆବଶ୍ୟକତା ସହିତ ମେଳ ହୋଇପାରିବ ନାହିଁ, ତେବେ ୱାଲ୍ଡ ହେବା ଆବଶ୍ୟକ |
4.6 ଅଂଶ ପିନ୍ଧିବା ସ୍ଥାନ ବଦଳାଇବା |
ପୋଷାକ ପିନ୍ଧିବା ଗ୍ୟାସେଟ, ପ୍ୟାକିଂ, ଓ-ରିଙ୍ଗ ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୁକ୍ତ କରେ ରକ୍ଷଣାବେକ୍ଷଣ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଅଂଶ ପିନ୍ଧିବାକୁ ପ୍ରସ୍ତୁତ କର ଏବଂ ଏକ ରେକର୍ଡ କର |
5. ଏକତ୍ର ଏବଂ ସ୍ଥାପନ
5.1 ପ୍ରସ୍ତୁତି: ମରାମତି ହୋଇଥିବା ଅତିରିକ୍ତ ଅଂଶ, ଗ୍ୟାସ୍କେଟ୍, ପ୍ୟାକିଂ, ସ୍ଥାପନ ଉପକରଣ ପ୍ରସ୍ତୁତ କରନ୍ତୁ |ସମସ୍ତ ଅଂଶକୁ କ୍ରମରେ ରଖନ୍ତୁ;ଭୂମି ଉପରେ ଶଯନ କର ନାହିଁ।
5.2 କ୍ଲିନିଂ ଚେକ୍: କିରୋସିନି, ପେଟ୍ରୋଲ କିମ୍ବା ସଫେଇ ଏଜେଣ୍ଟ ସହିତ ଅତିରିକ୍ତ ଅଂଶଗୁଡିକ (ଫାଷ୍ଟେନର୍, ସିଲ୍, ଷ୍ଟେମ୍, ବାଦାମ, ଶରୀର, ବୋନେଟ୍, ଯୁଆ ଇତ୍ୟାଦି) ସଫା କରନ୍ତୁ |ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ କ gre ଣସି ଗ୍ରୀସ୍ ଏବଂ କଳଙ୍କ ନାହିଁ |
5.3 ସ୍ଥାପନ:
ପ୍ରଥମେ, ଷ୍ଟେମ୍ ଏବଂ ଗେଟ୍ ସିଲ୍ ମୁହଁର ଇଣ୍ଡେଣ୍ଟେସନ୍ ଯାଞ୍ଚ ସ୍ଥିତିକୁ ନିଶ୍ଚିତ କରେ |
ପରିଷ୍କାର ରଖିବା ପାଇଁ ଶରୀର, ବୋନେଟ୍, ଗେଟ୍, ମୁହଁକୁ ସିଲ୍ କରନ୍ତୁ, ଖାଲି ଅଂଶଗୁଡିକ ସଂସ୍ଥାପନ କରନ୍ତୁ ଏବଂ ବୋଲ୍ଟଗୁଡ଼ିକୁ ସମାନ୍ତରାଳ ଭାବରେ ଟାଣନ୍ତୁ |
ପୋଷ୍ଟ ସମୟ: ମେ -19-2022 |